One of the reputed Tube manufacturers engaged in Autogenous GTAW (without filler) practice of Tube on Tube Mill raised a question about the typical microstructure developed in Autogenously GTA Weld of Type 430 Ferritic Stainless Steel Tube formed from the 2.05 mm thick Annealed Sheet on Tube Mill which has been subsequently subjected to Bright Annealing Process. In the Bright Annealing process, after the stainless tube comes out of welding, sizing and degreasing unit and it enters the closed annealing chamber. Where in, the stainless tube is heated to high temperature, usually between 790 and 871 °C by means of induction coils in reducing atmosphere of inert gases like Argon/Nitrogen and Hydrogen gas. After some time the red hot tube come out from the closed annealing chamber and is subjected to rapid cooling by means of a still air and not by means of water.
The product is prepared from the anneal Sheet strip, formed to Tube shape and Autogenously Weld using single torch with 287 Amp current, without gap, penetrating 2mm then subsequently subjected to Bright annealing Process as described above.
But the Product failed under the “Flare test” (According to ASTM A370-10 Mechanical Testing of Steel Products – Tube Flattening and flaring is performed with a tapered mandrel, which is inserted into the sample to expand by a 60°angle the mouth of the flare in which the adjacent length of the angle shall follow specification. The expansion of the inside and outside diameter is also dependent on standard specifications. After the test, the samples must not have any visible cracks
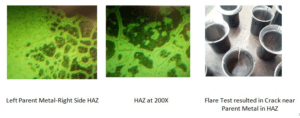
The microstructure of FZ and HAZ of Type 439 Ferritic SS, prepared with 10% Oxalic acid electrolytic etched and examined under microscope for reveal of the phases. The above is the microstructure, which leaves the manufacturer a little bit confused.
Dear Sir,
Type 439 Stainless Steel (XM-8 or UNS S43035) is a Ferritic Stainless Steel. Having ferrite, Body-centered cubic Crystal structure at all temperature below its melting point.
Type 439, is stabilized with titanium, with 18 percent chromium. It is designed to resist corrosion in a many oxidizing environment ranging from fresh water to boiling acids. It may be used in either annealed, cold formed or as-welded condition in many applications. Piping and Tubing forms specifications are covered under ASTM-A268.
Looking at the Microstructures, which you have provided, it seems to me heavy precipitation of MC type carbides inside the ferrite grain. In addition to a severe grain coarsening as well. Although, grade 439 is stabilized with Titanium to prevent chromium carbides. In ferritic SS at higher temperatures super-saturation of Carbon & Nitrogen takes place in ferrite phase, upon cooling at higher cooling rates, intergranular precipitation is occurring.
Actually, at elevated temperature, grain boundaries is ferrite-austenite while, upon cooling it is ferrite- Martensite boundaries, so, your micrograph is perhaps revealing Ferrite grains but very less marten site boundaries.
As the referred literature suggest that alloying elements in Ti and/or Nb increase the stability of delta ferrite and thus, suppressing the formation of austenite. To add in that TiC and NbC formation at high temperatures, reduces the available carbon content so probability of developing austenite and thus austenite to martensite phase transformation decreases.
From Metallurgical point of view, this is because, the elements like carbon & Nitrogen have high solubility in austenite at elevated temperatures but due to rapid cooling and conversation of austenite to martensite, heavy chromium -rich carbides and nitrides precipitation occurs in ferrite grains , often leaving precipitate-free zone at martensite grain boundaries. Actually, Cr has high diffusion rate in ferrite grains than in austenite grains. So, most of the time, Cr inside the ferrite grains (Cr is rich in ferrite !) participate in Chromium Carbide and/or Chromium Nitride precipitate formations. Precipitation can also occur along the Ferrite-Martensite and Ferrite-Ferrite boundary. When this occurs, it leads to local depletion of chromium content from nearby grain boundaries. This Phenomenon is called “Sensitization”.
It is worth-noting that “Sensitization” temperature in Ferritic Stainless Steel is lying above 925°C. Immunity to IGC is often restored by annealing Process in the range of 650–815°C for about 10–60min.
Looking at your case,
If your present welding set up permits, you are advised to switch over from Normal Current power source to Pulse Current power source . Since, Pulse Current in Ferritic Stainless Steel has the benefit of controlling the grain growth by reducing the Net heat input and less heat input often result in fast cooling from above 925°C , that may also help suppress the grain boundary precipitation which in turn reduces embrittlement effects.
As many literatures suggest PWHT in the range of 700-950°C to heal the Chromium depleted regions and rapid cooling after PWHT to avoid embrittlement effect. Particularly martensite at grain boundary reduced Notch toughness of the material so it is required to “Temper the Martensite”. But I don’t advice you for it since your tube thickness is 2.05 mm only so you may end with distortion problem.
Third suggestion, if your client permits to change the material , it will be better to use Third generation high Cr ferritic grades like, E- brite, 26-1, XM-27, 25-4-4, 29-4, 29-4-2 all with very less carbon -0.01%, N-0.02% and added Nb + Ti. In order to avoid this precipitation and failure problem.
Although, the manufacturer has very sound expertise with Sheet metal forming operations and has successfully worked with 1.65 mm OD To 19.05 mm thick metal of the similar grade. His own research based on his experience has been continued. Unfortunately , they are not able to either change the Process or material as advise due to client side specific requirements.
We hope this information is useful to you!
Welding Consultant,
Weld Met Advisory Services
References :-
ASTM A370-10 Mechanical Testing of Steel Products
Castro, R., and De Cadenet, J. J., Welding Metallurgy of Stainless and Heat Resisting Steels, Cambridge University Press, London, 1974.
TYPE 439 Technical Bulletin online
Kou, Welding Metallurgy, John Wiley & Sons, 2003
Welding metallurgy & weldability of steels, by J.C.Lippod & D.J.Kotecki
