
Q: – Dear expert, at one of our sites, we are having combination of X2CrNi12 and CS joints. When we weld this combination with 309 we are getting cracks. Please recommend how to proceed.
A:-
Dear Sir,
In first observation, it seems to me a job of repair welding to join specifically these two metals combination. Anyway, let us begin our discussion with base materials and filler metal chemical composition.
X2CrNi12(1.4003) EN 10088 – 2 is a second generation , Low C, Cr Ferritic Stainless-steel ( SS409) covered under ASTM S40977. Its composition is designed to produce fully ferritic with some alloy carbides in microstructure. X2CrNi12 (SS 409) Ferritic stainless steels have excellent resistance to exhaust gas and atmospheric corrosion.
The Chemical composition is as shown in Table in % wt (max.)
| C | Mn | P | S | Si | Cr | Ni | N | Ti |
| 0.03 | 1.5 | 0.04 | 0.015 | 1.0 | 10.5-12.5 | 0.3-1.0 | 0.03 | Nil |
You have not provided chemical composition of the Carbon Steel but for discussion , let us assume that it could be a Low Carbon steel, covered under ASTM A36, which is the most commonly used mild and hot-rolled steel. Low Caron Steel Chemical composition is as under:-
| C | Mn | P | S | Si | Cu |
| 0.25 | 1.2 | 0.035 | 0.035 | 0.2 | 0.2 |
AWS A5.4, E309, E309-16 Electrode chemical composition
| C | Mn | Si | Cr | Ni |
| 0.03 | 0.97 | 0.69 | 24.02 | 13.21 |
Though, it seems to me that you are using the right filler material E309L-XX (low carbon grade essential) but you need to control the H.I. (1.0 KJ/mm) and inter pass 100-120 °C max , usually being recommended to control the dilution and grain growth while welding ferritic SS since, if the steel is heated to a sufficiently high temperature, very rapid grain growth can occur, also resulting in a loss of ductility and toughness.
If your section thickness is more than 10 mm, you are also advised to pre-heat to 150-200°C temperature to control the cooling rate.
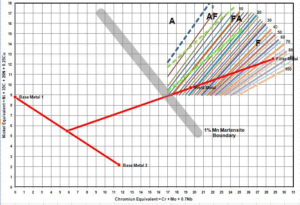
When this situation is plotted on WRC-1992 diagram, having calculated the Creq and Nieq composition for Base Metal 1 (X2CrNi12) and Base metal 2 (ASTM A36), and E309L filler metal, considering 20 percentage dilution from base metal (total 20+20 =40) and 60% from filler metal, at a mid point (equal dilution from either base metal), A line can be drawn from the filler metal composition to meet at the centre of the line connecting two base metals. Now, considering the 60% dilution of E309L filler metal, the weld metal composition seems to approach very near to martensitic boundary, but the weld metal composition using E309-XX is produced always safe enough but which is an indication that slightly higher dilution of carbon might push the weld metal composition into martensite boundary. And that seems to what has happened in your case. May be due to high H. I and/or poor cleaning of the surface before welding, Looking at your picture, it seems that a lot of carbon smut available on the weld area may be a potential source for carbon dilution into austenitic weld metal. Some literature says (reference), even austenitic filler metal used for dissimilar joint between ferritic SS to CS / LAS can not entirely prevent the formation of hard brittle martensite along with ferrite during cooling. Because Ferritic SS is designed to transform, wholly or partially, to austenite before transforming back to ferrite.
Weld Metal composition analysis with E309L-XX electrode using WRC-1992 diagram
ERNiCrMo-3 or ERNiCrMo-6 (Ni- based filler metal could be a very good choice but they are costly for this kind of work.
So as an option what you can try out perhaps is E312-15 (DC+) or E312-16 (AC/DC+) under AWS 5.4/5.4M specification electrodes. They are not exactly austenitic but of ferritic- austenitic ( duplex SS type like E2209-XX ) but economic and easily available in the market. This electrode is versatile, ductile and on top of everything, offers high tolerance for dilution. Higher Cr in E312-XX composition also helps increase ferrite content and control formation of austenite and thus control the formation of some hard brittle martensite during cooling.
AWS A5.4 E312/E312-16 (ferritic-austenitic Type) Electrode chemical composition :-
| C | Mn | Si | Cr | Ni |
| 0.09 | 1.62 | 0.67 | 28.75 | 9.39 |
When similar exercise is done with E 312-XX (OR E2209-XX) filler metal (Chemical composition as per AWS A5.4 flux coated covered electrode for SS welding mentioned above table), having used this filler, even under the worst (60 or 70% filler metal dilution condition, i.e. significant carbon dilution from either base metals, the weld metal composition would be located comfortably far away from the martensitic boundary. This is due to higher tolerance of these filler metal for C dilution. And that makes safe composition-free of weld metal / HAZ Crack weld deposition.
But Higher dilution from CS/LAS to SS Joint invariably disturb the as-welded microstructure. The metallurgical explanation can be given as under:- Due to higher dilution of Carbon from CS into X2Ni12 sides, promotes some austenite during cooling from high-temperature ferrite phase. This austenite formed at grain boundaries of ferrite grains, when cools, converts to martensite, resulting in a loss in ductility and that seems to form cracks in weld metal under restraint condition.
Weld Metal composition analysis with E312-XX electrode using WRC-1992 diagram
In my opinion, E312-15 Lime coated (with DC+) should be able to join your Ferritic SS- CS combination successfully.
Another worst possibility is hydrogen embrittlement due to absorbed hydrogen in martensite at high temperature and causing embrittlement of welds at ambient temperature.
Word of caution –it is assumed that this weld joint is not intended to be used at high-temperature application, otherwise, ferrite in weld metal may decompose into brittle sigma phase which may cause embrittlement (475° C embrittlement) of the steel and impair corrosion resistance.
That’s my view; you are advised to make some trials on spare plates. Hope this suggestion might help!
Follow-up:- The fabricator has used E2209-15 ferritic-austenitic electrode (Similar to E312-15 electrode) with recommended low H.I 0.5-1 KJ/mm and 100 °C inter pass temp to successfully joined X2CrNi12 and CS combination without the formation of crack.
We hope this information is useful to you!
Welding Consultant,
Weld Met Advisory Services
References:-
- https://www.twi-global.com/technical-knowledge/job-knowledge/welding-of-ferritic-martensitic-stainless-steels-101
- https://rdso.indianrailways.gov.in/works/uploads/File/Handbook %20on%20Stainless%20Steel%20welding.pdf
- https://nickelinstitute.org/media/1854/weldingofstainlessssteel andotherjoiningmethods_9002_.pdf
